A naked furnace frame wouldn’t run very efficiently, so time for some fluffy 2600F-rated spun alumina (industrial sapphire) blanket.
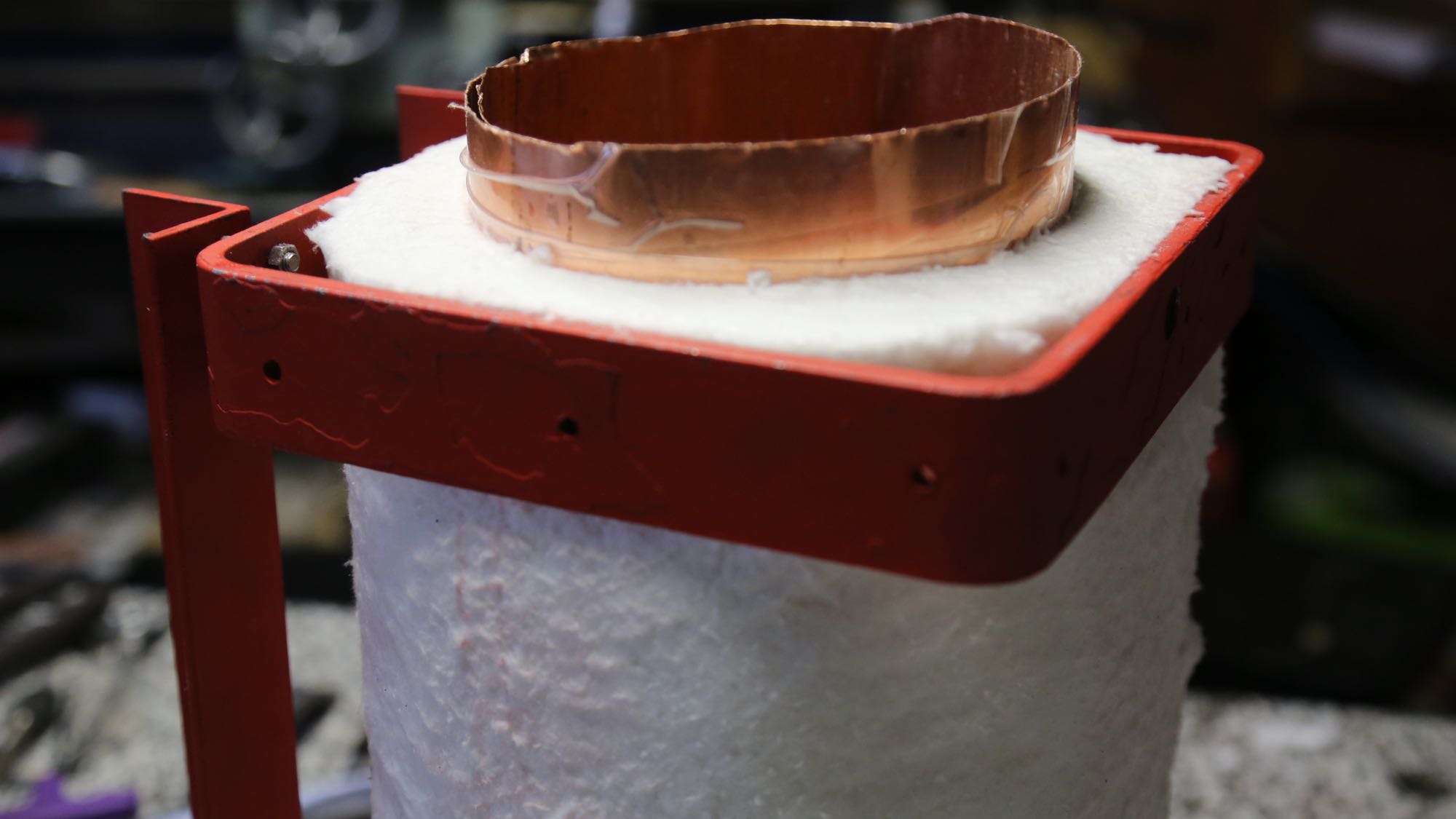
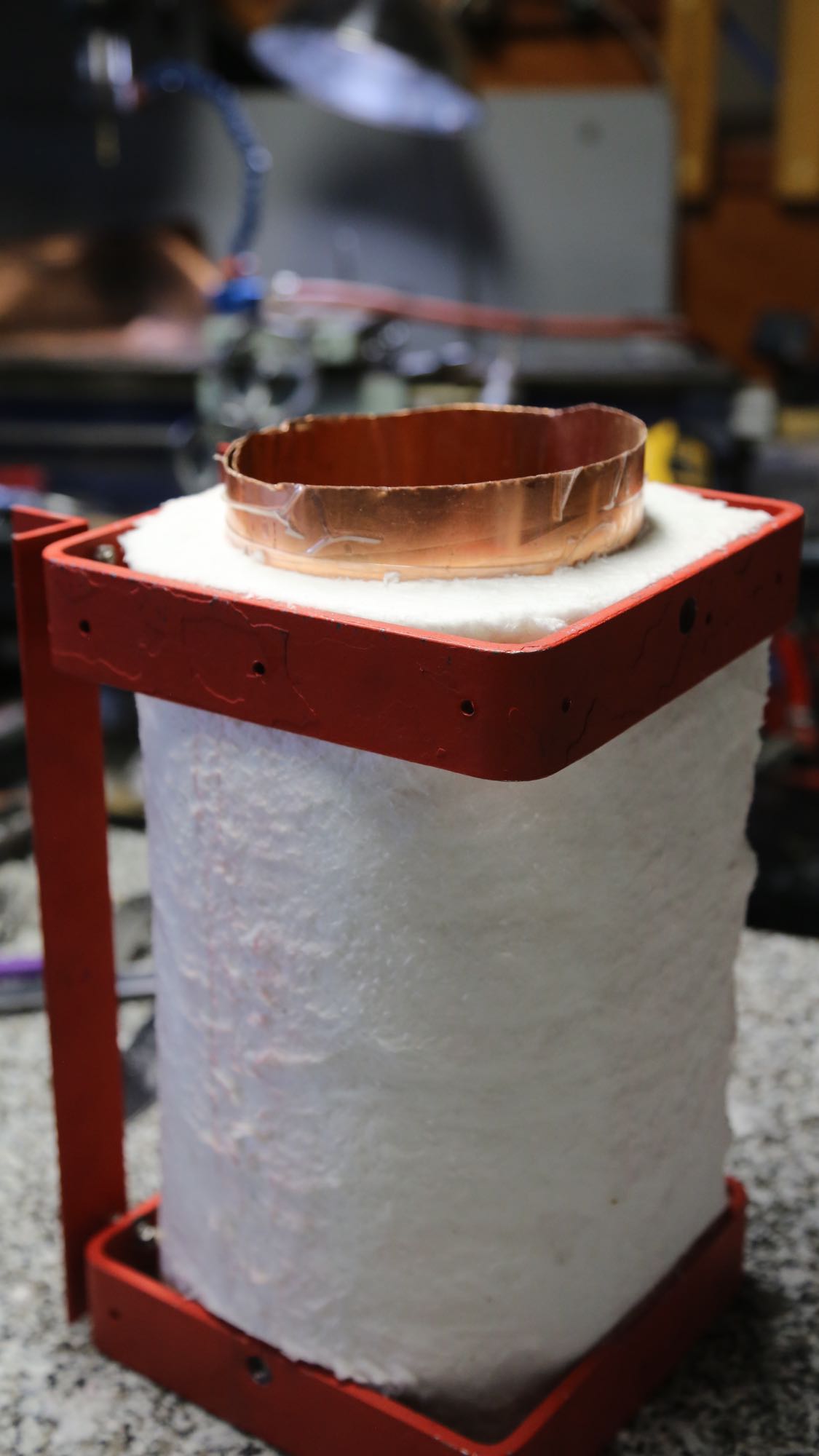



A naked furnace frame wouldn’t run very efficiently, so time for some fluffy 2600F-rated spun alumina (industrial sapphire) blanket.
Once the furnace was re-designed (prior post), of course the next step is to implement it.







As much as I would prefer to only report success we are learning a lot which means of course means making some mistakes along the way.
The first design of our glass melting furnace relied on a 2KW wire heater. After installing the wire we found that it only deliver 1.3KW at best. In addition, burying the metal wire in castable refractory was likely a fatal mistake, because I now suspect that the wire needs to be able contract and expand each operating cycle. Even if it didn’t there is a chance that at operating temperatures the refractory (which is a good insulator at room temperature) could have become conducive at working temps — potentially shorting out the entire heater coil.
In addition, even if the coil had operated at 2KW for any length of time (ignoring the above) it would have taken a long time to heat up and likely struggle to maintain the desired temperatures. In other words, it was vastly underpowered.
The new design is based a 7KW system comprised of Silicon Carbide (SiC) heating elements (ED shape). In addition to heating up rapidly, the new setup will allow us to operate continuously 1500C. This will allow us to print borosilicate (Pyrex®) and possibly interesting things like (fired) ceramics and de-composed granite (that is what the “dirt” we are sitting on top of is mostly comprised of).



So while it has been a bit of a misstep, it will only be for the better. Our set of custom SiC rods are currently being fabricated in China and will hopefully ship to us this week. All other aspects our massive printer have been tried and verified to work. More soon.

We now have our heat electronic control box installed on our great big printer and starting to test things out. Here our annealing oven is heating up for one of the first times.

We now have the print chamber finished and installed on our massive machine. The chamber will be operated at a toasty 800F during printing glass (it will be put to use for pizza firing undoubtedly after a days run) that allows the inter-printed layers to adhere (and at optical quality), grow without warping and or cracking and to anneal so a printed piece doesn’t self-implode at some time in the future.





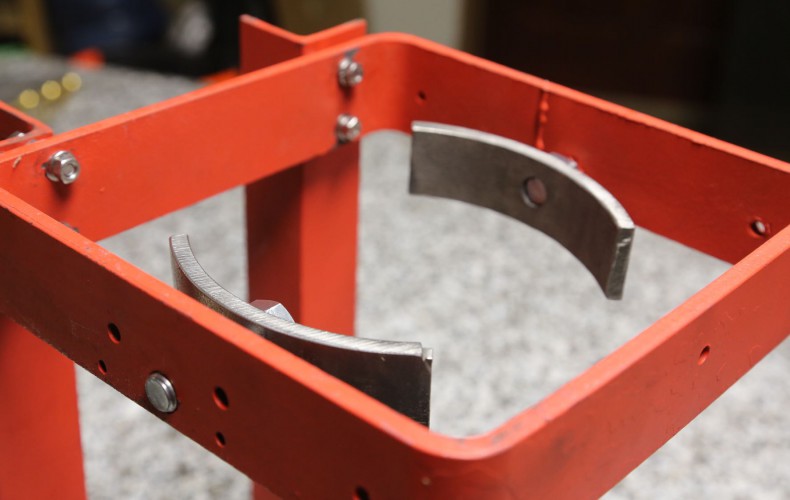
In order to control our stainless steel nozzle actuator from a more reasonable room temperature, where standard stepper motors merrily step to and fro, we needed to transfer the power to outside our 800F print chamber. For that purpose it seemed that good old rack and pinion was the ticket.


Being able to actively control the nozzle should allow us much greater control (it can actively restrict the flow rate), allow us to print any form without restriction (other than support restrictions inherent to the FDM process), and we think it should be able to print molten metals (aluminum, copper, etc) in a similar fashion as glass.